
【炼化】SE东方炉气化技术,向“绿”而行
2025年02月09日 11:40 来源于:中国石油石化 作者:何忠旭 王令光 打印字号
- 最大
- 较大
- 默认
- 较小
- 最小
SE东方炉气化技术打造了能源化工与环保治理深度耦合的新模式。
截至2024年11月30日,镇海基地一期2号煤焦制氢装置(简称2号装置)自首次开车以来连续安全稳定运行1108天并创造了多项行业纪录。
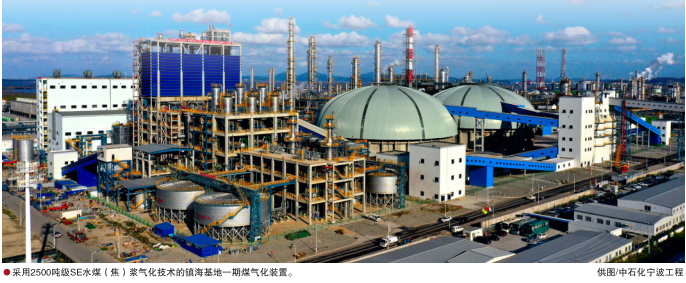
2号装置由中石化宁波工程有限公司(简称宁波工程)负责工艺包编制、工程设计和EPC总承包,采用日投煤2500吨级SE东方炉水煤(焦)浆气化技术,各项技术指标达到国际领先水平,为大型石化装置采用煤和石油焦等含碳原料制取低成本氢气、协同处理炼化企业废弃物提供了切实可靠的实践样本。
宁波工程执行董事、党委书记郑立军表示,作为国内最早进行气化技术研究和拥有工程设计综合甲级资质的工程企业,宁波工程在气化技术领域形成了独特的综合优势,构筑了以粉煤气化、水煤(焦)浆气化、重质油气化、气态烃气化、生物质气化等SE东方炉系列气化技术为龙头,生产甲醇、天然气、合成氨、醋酸、低碳烯烃、油品等多产品的丰富技术链,积极推动了清洁高效、低碳循环的“绿色企业”和“无废工厂”建设。
变废为宝
炼化企业的氢气是关键原料之一,高硫石油焦的处理又是一大难题。如何把石油焦变成氢气?答案是:吃进“剩油渣”,用SE东方炉气化技术变出氢气。
2号装置不仅能“吃掉”高硫石油焦,还能把炼化装置产生的难以处理的黑硫黄、乙烯焦、含油浮渣等有机废料、废液和废渣制成煤焦浆,实现副产物、废弃物资源化利用的深度融合,最终实现炼化企业多种有机副产物的共气化协同处理。截至今年11月底,2号装置已循环利用废料8.37万吨,降本减排效益显著。
面对炼厂重质油处理难、成本高等难题,宁波工程主导开发了SE重质油气化技术,实现了脱油沥青和加氢未转化油等含碳资源的高效利用,为炼化企业供应氢气和合成气。该技术开发了协同废弃物处理一体化工艺烧嘴和成套技术,不仅实现了炼厂废弃物高效资源化利用,还有效助推了炼化企业实现近零排放。国庆节前夕,镇海基地二期3号重质油制氢装置实现了机械竣工。
随着“双碳”目标持续推进,宁波工程聚焦多种原料气化进行核心技术迭代升级,开发了一系列可再生原料气化制绿色燃料和化学品的全流程技术。2021年,宁波工程在巴陵石化煤气化装置成功进行了生物质掺烧的首次工业试烧探索。2023年,宁波工程在中安联合煤气化装置开展生物质掺烧工业试验,生物质掺烧比例最高达到20%,为现有煤气化装置减碳开辟了新途径。
基于良好的生物质及气化研发基础,近年来,宁波工程开展全生物质气化技术研究,相继开发了SCG生物质固定床气化技术、SFBG生物质加压循环流化床气化技术和SEBG生物质加压气流床气化技术,能够适应不同种类、不同产品路线的多种应用场景,技术选择灵活,指标先进。
强链延链
“我们充分发挥公司涉足的产业链长、配套完备的特色,围绕装置全生命周期和企业效益,站在全专业、大系统的角度,从工程实际出发,发挥基于系统工程的全流程优化作用,积极培育和发展新质生产力,聚焦强链、补链、延链,加快推动煤化工产业向高端化、智能化、绿色化方向发展。”宁波工程总经理韩振飞表示。
本世纪初,宁波工程着手开展气化及碳一产业链技术自主开发。目前除了适用于煤、石油焦、含碳废物、废塑料和生物质等多原料处理的气化技术外,还研发了S-AGR酸性气体脱除、S-COS变换、大型甲醇合成、短流程SNG、FT合成油等产业链技术。其中,S-AGR酸性气体脱除技术可显著提高产品氢气品质,在技术指标、装置能耗等方面达到国际领先水平。
宁波工程牵头开发的基于云服务的绿色低碳协同制造与创新气化平台,提升了煤气化装置信息化、智能化管理水平。以中安联合煤气化装置为例,因企业煤炭来源广泛且不确定因素大,借助于平台的煤质气化性能数据库,在切换煤种或混配煤使用前企业就能预判生产操作参数的调整值,避免了因煤质频繁切换而造成安全、环保事故和效益损失。该平台开发与应用项目获2024年度中国化工学会科技进步一等奖。
2023年,由宁波工程、生产企业等协同完成的大型煤气化工艺装置安全防控关键技术及应用示范项目获2023年度中国化工学会科技进步一等奖。目前,该大型煤气化工艺装置安全防控关键技术已在多家煤化工企业得到应用,为企业创造了可观的经济效益。
全面开花
在我国自主研发的气化技术中,SE东方炉系列煤气化技术有其独特性。
2008年,宁波工程和华东理工大学等联合完成日投煤1000吨级SE粉煤气化技术开发,并启动工业应用探索。2011年,SE粉煤气化技术列入中国石化“十条龙”科技攻关项目,正式在扬子石化开展工业化示范装置建设,并于2014年1月一次投料成功产出合格氢气,标志着具有中国石化自主知识产权的煤气化技术实现了“从0到1”的突破。2019年6月,日投煤1500吨级SE粉煤气化技术在中安煤化工项目成功应用,打破了安徽本地煤无法高效气化的技术禁锢,实现了高熔点、高灰分煤的高效清洁转化。2020年9月,日投煤2000吨级SE粉煤气化技术在中科炼化煤制氢装置成功应用。
粉煤气化技术和水煤浆技术是我国现代煤化工的两大经典路线。除攻克粉煤气化技术外,宁波工程持续推进SE水煤(焦)浆气化技术创新。2019年1月,日投煤1000吨级SE水煤(焦)浆气化技术在镇海炼化制氢原料结构调整改造项目中成功应用,标志着中国石化实现了粉煤气化技术和水煤浆气化技术比翼双飞。
2023年11月,日投煤1500吨级SE水煤(焦)浆水冷壁气化技术在湖南石化己内酰胺项目实现首次工业化应用,较原粉煤气化炉能耗降幅超过20%。更重要的是,该装置制浆全部采用己内酰胺高含盐残液,实现了工厂高难度、高成本处理废液的资源化利用。
如今,SE东方炉系列煤气化技术工业化应用呈现全面开花的新局面,形成了多种规模的标准化炉型,打造了能源化工与环保治理深度耦合的全新技术模式。未来,宁波工程将持续推动化石能源应用向“绿”而行。
责任编辑:郑 丹

